Bài viết này nói về quá trình vận chuyển cọc bê tông cốt thép, quá trình lắp cọc vào giá búa và kỹ thuật đóng cọc bê tông cốt thép.
Cọc BTCT thường được đơn vị thi công đặc mua tại các cơ sở sản xuất cấu kiện bê tông cốt thép đúc sẵn, hoặc do đơn vị tự đúc sẵn rồi vận chuyển đến công trường.
Vận chuyển cọc bê tông cốt thép

Khi xếp cọc lên xe vận chuyển cần đặt lên hai thanh đỡ bằng gỗ, thanh gỗ đặt cách đầu và mũi cọc một khoảng 0,2l (l: chiều cao cọc).
Xếp cọc 60×60, khu vực xếp cọc đặt ngoài khu vực đóng cọc, đóng cừ. Đường từ chỗ xếp cọc đến bãi đóng phải dễ dàng, thuận lợi, không mấp mô. Nếu cọc xếp thành đống thì giữa các lớp phải được kê bằng các thanh gỗ, các thanh gỗ đặt cách đầu và mũi cọc một khoảng 0.2l.
Lắp cọc vào giá búa
– Với cọc ngắn: dùng dây cáp treo cọc của giá búa móc vào móc cẩu phía đầu cọc, sau đó kéo từ từ cho cọc dần dần ở vị trí thẳng đứng rồi kéo vào giá búa.
– Với cọc dài và nặng: để lắp cọc vào giá tiến hành như sau, trước tiên đưa cọc lại gần giá, móc dây cáp treo cọc của giá búa vào móc cẩu phía đầu cọc, móc dây cáp treo búa của giá búa vào móc cẩu phía mũi cọc. Nâng hai móc lên đồng thời, khi kéo cọc lên ngang tầm 1m, rút đầu cọc lên cao để cọc dần dần trở về vị trí thẳng đứng, sau đó ghép vào giá búa.
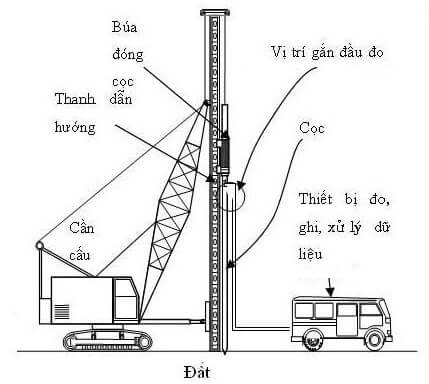
Kỹ thuật đóng cọc bê tông cốt thép
Sau khi dựng cọc vào giá búa, tiến hành chỉnh cọc vào đúng vị trí thiết kế bằng máy kinh vĩ. Trước khi đóng cọc phải kiểm tra phương hướng của thiết bị giữ cọc, cố định vị trí của thiết bị đó để tránh di động trong quá trình đóng cọc.
Quá trình đóng cọc phải chú ý tình hình xuống của cọc. Cọc không xuống quá nhanh, nhưng cũng không bị vướng mắc, cọc xuống lệch phải chỉnh ngay. Không chỉnh được phải nhổ lên đóng lại. Cọc phải đúng vị trí, thẳng đứng, không gãy, không nứt.
Những nhát búa đầu đóng nhẹ, khi cọc đã nằm đúng vị trí mới đóng mạnh.

Khi đóng gần xong, phải đo độ lún theo từng đợt để xác định độ chối của cọc. Độ chối của cọc đóng là độ lún của cọc dưới một nhát búa đóng và 1 phút làm việc của búa rung. Đối với cọc chông phải đóng tới cốt thiết kế. Với cọc ma sát phải đóng tới khi đạt độ chối thiết kế.
Trong quá trình đóng cọc phải dùng 2 máy kinh vĩ đặt vuông góc theo hai trục ngang và dọc của hàng cọc để theo dõi và kịp thời điều chỉnh khi cọc bị nghiên, lệch khỏi vị trí thiết kế.
Từng cọc cần được đóng liên tục cho tới khi đạt độ chối hoặc đạt chiều dài cọc quy định, trừ trường hợp được sự đồng ý của thiết kế.
Trong quá trình đóng cọc cần có mặt cán bộ giám sát thi công và ghi chép những dữ liệu sau:
– Ngày đúc cọc, ngày đóng cọc;
– Số liệu cọc, vị trí và kích thước cọc;
– Chiều sâu đóng cọc, số đoạn cọc và mối nối;
– Loại búa đóng coc, chiều cao rơi búa, số nhát búa/phút;
– Số nhát búa đập để cọc đi được 100cm;
– Số nhát búa đập để cọc đi được 20cm cuối cùng;
– Loại đệm đầu cọc;
– Trình tự đóng cọc trong nhóm;
– Những vấn đề kỹ thuật cản trở công tác đóng cọc theo thiết kế và các sai số;
– Tên cán bộ giám sát và tổ trưởng thi công;
Trong quá trình đóng cọc phải ghi lý lịch cọc thể hiện số nhát búa đập để cọc đi được 1m trong những đoạn đầu và từng 20 cm ở 3m cuối cùng.